
In this article, Dr Bill Eccles of Bolt Science Ltd, discusses the role of bolt preload in friction grip joints, as well as how the coefficient of friction can have an impact on bolted joints.
In mechanical engineering, most bolted joints have clearance holes. That is, the hole is a larger diameter than the bolt’s thread diameter. A larger hole is employed for manufacturing reasons so that the parts can be economically made and assembled.
Many bolted joints have to sustain a shear loading as illustrated in Figure One. Prior to the bolt being tightened, any shear loading would cause the joint plates to slip resulting in wear issues, amongst others. By tightening, a preload is induced into the bolt that is reacted by a clamp force acting on the joint. The clamp force in conjunction with the friction that is present between the plates generates a friction grip that resists the shear force. If friction grip is maintained, the plates will not slip, and the shear force passes through the plates themselves rather than the bolt. To prevent slip, the critical parameters are the magnitude of the bolt preload and the value of the static coefficient of friction on the joint interface. In structural engineering, the term slip coefficient is frequently used instead of the coefficient of friction in this regard. 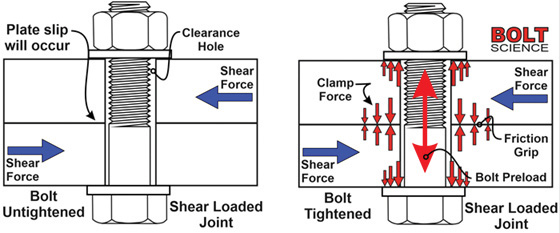
The amount of clamp force needed to resist joint slip is sensitive to the value of the static coefficient of friction. If the shear force was, for example, 5kN, and the coefficient of friction between the plates is µ = 0.2 (a typical value used for dry cold rolled steel on steel), the bolt must provide a minimum clamp force of 5 / 0.2 = 25kN. If say, the friction coefficient was 0.5, the clamp force needed would be reduced to 10kN (that is, 5 / 0.5). If joint slip occurs on a tightened bolt, self-loosening, fatigue and wear of the bolt shank and hole surface can result. Accordingly, the friction between the joint plates is of crucial importance in ensuring the integrity of the majority of friction grip shear loaded joints.
Values for the coefficient of friction between joint plates based upon a purely literature search can vary widely. VDI 2230 on bolted joint analysis, a respected source of information on bolting, gives the coefficient of friction between steel on steel as being between 0.1 and 0.3. This changes to 0.15 to 0.4 if the steel is cleaned. If 0.1 is used in the calculation instead of 0.3, three times the clamp force would be needed to prevent slip. Overestimating the value of the friction coefficient of the joint surfaces have been a cause of bolt loosening and fatigue issues.
To prevent self-loosening, the use of some form of locking device, or method, is frequently used. Since the cause of a bolt self-loosening is usually joint slip, the locking approach works if such joint slip only occasionally happens. If joint slip occurs under normal day-to-day loading, bolt fatigue and wear issues can be anticipated if an effective bolt locking device is used. Bolt fatigue occurs since it is the joint interface that slips first whilst the bolt head still has friction grip and remains stationary. This causes the bolt to sustain repeated bending when slip occurs. This bending is the source of an alternating stress in the bolt that causes fatigue. 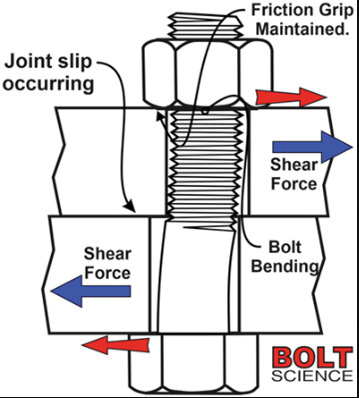
Experience indicates that for joints that repeatedly experience slip, adding a locking washer or nut can be regarded as only a
short-term measure to resolve the issue. Some weeks or months later, in such situations, the loosening problem previously experienced is substituted for a bolt fatigue issue. There is no long-term substitute to designing the joint so that there is sufficient clamp force to prevent joint slip from occurring. Bolt Science offers training and software to allow a joint to be successfully designed considering factors such as preload scatter and relaxation loss. If the joint is designed and assembled such that joint slip doesn’t occur, a locking device is unnecessary.
Contamination of the joint interface surfaces with oil or grease can significantly lower the friction value. Friction grip surfaces should be clean and dry. Such contamination has been the source of loosening issues. For example, in one instance that an issue arose, fitters were placing grease on the inside face of wheels when servicing commercial vehicles since they thought, rightly, that this would make the wheels easier to remove. However, it also reduced the friction grip resulting in the slipping of the wheel on the hub. Braking and acceleration forces are transmitted through the wheel – hub interface joint by friction grip. The repeated joint slip resulted in the wheel bolts self-loosening.
However, there are ways in which the coefficient of friction can be increased (Figure Two). Having a proven approach that will increase the interface friction is very useful and can be a way of resolving a service problem or minimising the bolt size needed in a shear loaded application. Such approaches can include thermal spray coating of the plate surfaces, use of diamond impregnated shims, as well as the use of shims with an engineered surface designed to increase friction.





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.

