
NOF METAL COATINGS EUROPE explains how the growing use of light alloy parts, the increase of tightening speed, and high preloads, require more and more efficient topcoats.
For many years now, the topcoat PLUS® VL applied on the basecoat GEOMET® 321 has become a key requirement in the German automotive industry – providing excellent anti-corrosion performances and perfect tightening control at a very competitive price.
Long before the implementation of the European directive concerning the recycling of end of life vehicles (2000/53/CE), NOF METAL COATINGS Group – the only supplier of zinc flake anti-corrosion coatings whose chemical compounds are in an aqueous phase and contain only a few Volatile Organic Compounds (VOC) – has offered completely chromium-free (chrome VI and III) solutions under the trademark GEOMET®.
Approved by Volkswagen since 2004
At the same time, topcoats were also developed with improved anti-corrosion performances and close control of friction coefficients. However, the increased use of cataphoretic coated steel showed new problems when tightening such as stick-slip. Volkswagen therefore introduced additional testing procedures that would help detect potential problems in real assembly situations:
• Pre-tightening at 200rpm and final tightening at 20rpm.
• Consecutive tightening.
• Loosening at 150ºC.
As a result, PLUS® VL was tested and approved by Volkswagen in 2004 after industrial trials on different types of fasteners. In 2006, the new internal standard VW 01131 was published and some tightening criteria was included in the VDA235-203 standard. GEOMET 321 + PLUS VL became the most widely used zinc flake system in Germany and Europe thanks to a network of highly qualified applicators united by the unique quality system of the NOF METAL COATINGS Group.#
Materials evolution and precise tightening conditions
Today an important number of assemblies are made with increased rotation speeds but also with a torque-angle sequence procedure. Certain bolt geometries, in combination with volume produced e-coat surfaces, may present a higher tendency for stick-slip occurrence.
In addition, the obligation to decrease vehicle weights has led to an increased use of light materials such as aluminium either for the bearing surface of the screw or for the thread tapped into large parts where the threaded length is larger than 2.5 times the thread diameter of the screw.
When in an automated production process the preload on aluminium can vary or sometimes even be out of tolerance, which can become critical for security relevant assemblies such as chassis and suspension parts. To provide more precise requirements Volkswagen included additional criteria in the last version of the 01131-1/2 standard including:
• The need for five consecutive tightening procedures onto e-coat surfaces.
• An assembly onto aluminium with a torque exceeding the yield point.
• A list of reference parts (bolts, nuts, aluminium and e-coat plates) from a sole supplier.
Other car manufacturers have also developed their own internal test procedures to make sure the friction behaviour fulfils the complex requirements of real assembly situations.
PLUS® VLh: The standard for consecutive tightening
NOF METAL COATINGS Group decided to improve PLUS VL, which already showed excellent results, by taking into account these new requirements. PLUS® VLh solves the problems mentioned on assembled, cataphoretically pre-coated surfaces and also provides exceptional tightening results on and into aluminium and even aluminium critical assemblies.
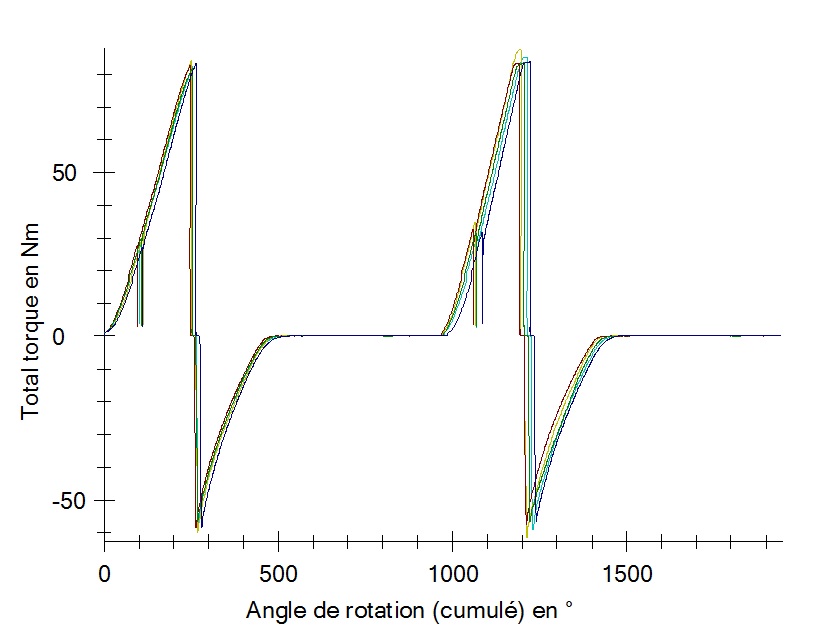
Consistent performance of the GEOMET® 321 + PLUS® VLh system in consecutive tightening into aluminium
This topcoat is applied under the same technical conditions and temperatures as its predecessor. The coat uses the same IMDS number, as the optimisation of the properties was achieved by a very subtle evolution of PLUS VL. All product characteristics such as nominal friction value, corrosion resistance, the influence on dimensional tolerances, remain unchanged and as a consequence, the new topcoat PLUS VLh can easily be used as a complete replacement of the existing solutions.
Industrial line trials at Volkswagen and Daimler proved the general usability of PLUS VLh and also its capability to solve the most critical tightening circumstances. The torque values remained in the specified range and the torque-angle sequence procedure showed a significantly lower variation and better repeatability of the final load.
Since the end of 2013, PLUS VLh is used according to the Volkswagen (TL245 t647) and Daimler (DBL 9440.40) standards. Other carmakers are currently testing this topcoat in order to include it in their technical anti-corrosion/ tightening standards in the near future.
Unique performances even in offshore atmospheres
Business sectors such as offshore, wind power and building are also very interested in this system. Indeed, GEOMET 321 + PLUS VLh was certified by the institute Germanischer Lloyd who confirmed corrosion resistance according to DIN EN ISO 12944-6:1998, C5-M High, as well as salt spray testing being extended from 1,440 hours to 2,016 hours. This demonstrates that it provides excellent performance in marine and offshore atmospheres.
PLUS VLh is already applied in serial production by a worldwide GEOMET licensed applicator.
www.nofmetalcoatings.com





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.

