
Several years ago, Arnold Umformtechnik developed its Flowform fastening solution and established it on the market to meet the needs of an increasing number of metal joining applications. Now the company is introducing the next step in its development.
Flowform, the flow hole and threadforming screw, facilitates single-side access and fully automated joints. With its polygonal tip geometry, the Flowform screw forms a flow-hole and taps a thread. This thread is able to accept a metric screw if it ever needs repair.
In Flowform Plus - an enhancement to the original Flowform product - the company is now reacting to customers' increasing specification requirements. While needing to consistently reduce CO2 emissions, the automotive industry is also striving to reduce the weight of its vehicles. Increasingly, thinner and stronger steels or aluminium are being used, and the use of mixed materials is also on the rise. But, even with these changed parameters, the screws must be able to guarantee a reliable fastening.
One customer approached the Forchtenberg-based fastener experts with just such a request. In short, they needed to improve and enhance Flowform to meet these new requirements.
Lightweight structures require positive weight reductions
"With the original Flowform, the limits on joining steels depended on the thickness of the steel at a maximum of 600 MPa, while with Flowform Plus, the limit is 1,000 Mpa", said Heiko Miller. He is the development project manager for Flowform Plus at Arnold Umformtechnik.
Compared with the original Flowform, with Flowform Plus the Arnold Development team changed the dimensions of the fastener from 5mm diameter with a length of 20mm, to 4mm diameter and a length of 20mm. Depending on the head size and length the original Flowform 5.0 weighs around 4.0 grams, while the new Flowform Plus 4.0 weighs around 3 grams. That represents a 25% weight-saving. When you extrapolate this to the total number of screws used in the car body it adds up to quite a lot of weight saved. The weight of 500 original Flowform fasteners per vehicle is around 2 kilograms, while 500 Flowform Plus 4.0 fasteners in a vehicle weigh 1.5 kilograms. That alone saves 500 grams.
Moreover, the Flowform tip geometry has been improved and the heat treatment process adapted, so that fastening performances are almost the same.
Fastening point validation secures the future
So when is the Flowform Plus the appropriate fastener? "Customers are usually pretty specific about what they require for a particular fastening point. Our role is to investigate whether the better solution for the specific application is the Flowform or the Flowform Plus. So, for example, in our metal joining laboratory we carry out feasibility tests, using original materials. This is where we determine the strength values of the compound structure, and of course the failure point limits. The joining point investigations go into somewhat more detail. In this case customers have already defined the materials pairing they wish to use. Customers also need us to make a recommendation with specific strength values achieved for the joint," explained Nadine Schmetzer. Since 2017 she has occupied the position of Research and Development for Metal Joining Technology, which includes Flowform Plus.
Over the years Arnold Umformtechnik has built up a wealth of knowledge and expertise of such investigations, and customers are delighted to avail themselves of it. The new metal joining laboratory at Dörzbach, part of the Research and Development section, contains a variety of different test rigs, as well as all the standard plant technologies, including a robot cell for close-to-series trials.
Typical applications for Flowform Plus
In principle the Flowform Plus has been designed for higher-strength steels and thicker metal combinations. "With the use of aluminium components, some joints are now thicker, consisting of several layers. Previously, a three-layer fastening meant that the top and centre layers had to be pre-drilled. Now, depending on the joined materials, using Flowform Plus means that thicker material combinations of up to 7.5 mm can be joined without pre-drilling," explained Miller.
This is because the reduced diameter causes less material penetration. So there is a smaller gap between the metals and with the smaller dimension, there is less friction surface. So the tapping torque is lower than for the standard Flowform 5. Since the torque levels generally comes out lower, the fastening can also be tightened to a lower tightening torque. According to Arnold Umformtechnik, the fastening strength is not quite as good as with the Flowform 5, but it is good enough for the application.
As far as the fastener itself is concerned, a higher-strength can be achieved by selecting a suitable material, matched with the appropriate heat treatment process. With the smaller diameter of the Flowform Plus, and therefore its smaller head diameter, the screw is also suitable for use on narrower flanges.
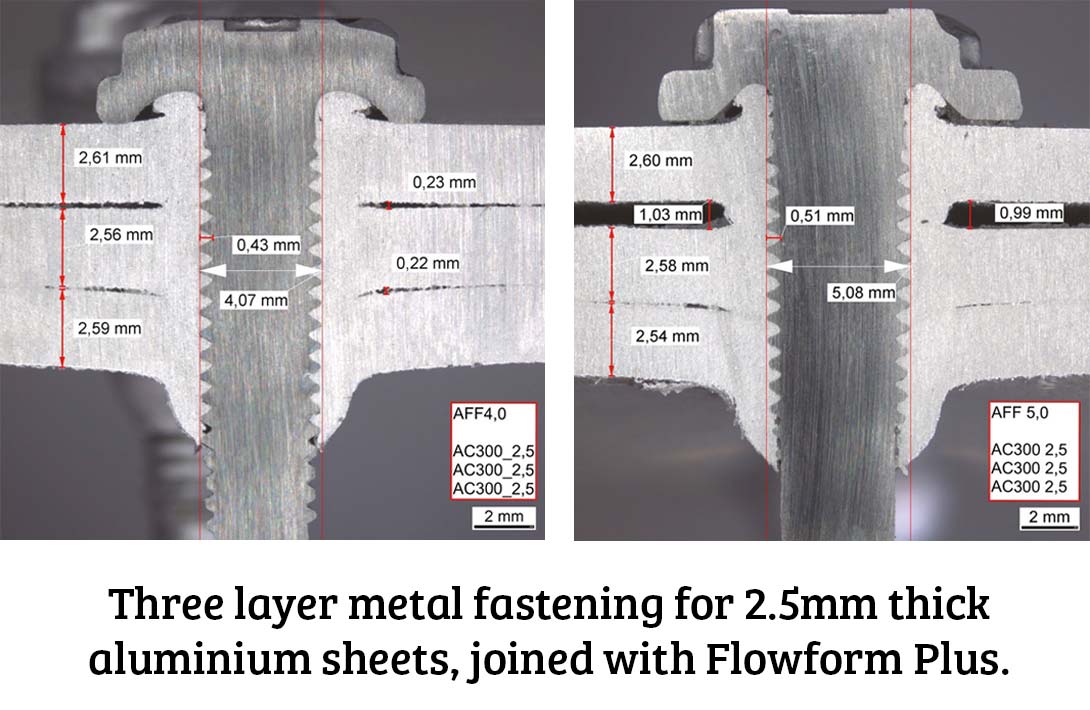
Arnold’s developers gave an example to demonstrate what is possible with Flowform Plus. "We joined a three-layer metal join consisting of 2.5 mm thick aluminium sheets using the standard and also the new Flowform fastener. The result clearly showed less gap formation with the Flowform Plus. Moreover, the Flowform Plus join was made without pre-drilling. For applications using adhesive — which is the normally the case — by omitting pre-drilling, the adhesive is contained, so cannot escape into the hole," continued Heiko Miller. "Making a join without pre-drilling is much better for process cost-efficiency. Users do not need to install expensive optical technology to check that the screw is centred on the hole during the joining process," continued Schmetzer.
Uses for the new Flowform include aluminium-steel mix car body frames, intensive closed section profiles, single-sided access applications, hybrid fastenings, and battery packs.
Many savings effects over the entire process
With the smaller head diameter of Flowform Plus it is possible to work with the customer at an early stage in order to adapt the component's engineering design. For example, flanges can be designed to be narrower, creating a corresponding weight-saving.
With its lower material penetration, less axial force is required for similar material combinations compared with the standard Flowform. This means that the process work load can be reduced. So robots can be correspondingly smaller. With statically stable robots there is less load on the screw during the joining process.
"A further advantage is that users can continue to use existing equipment for the screwdriving process. There's no need for major conversions," said Nadine Schmetzer.
It is important to the Arnold developers that they create the optimum fastening solution for their customer's component. Which is why customer service is just as important as liaising with the equipment suppliers. "Early communication with all the parties to the process is ultimately the key to implementing the best and most cost-efficient processes," explained Miller.





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.
Don't have an account? Sign Up
Signing up to FastFixTechnology.com enables you to manage your account details.

