
Where access to both sides of the connection point is available this can be done using rivets. If however only one side is accessible then the well established direct screw driving flow form principle comes into use. A flow form screw is positioned on an aluminium or steel sheet without pre-drilled holes and the screw driving process begins. The screw is applied with a high-pressure down-force and rotates at high-speed, generating a frictional heat that forms a crater through which the screw’s thread passes under reduced pressure. A machined thread is created and a normal screw can also pass through in the case of repairs. After the flow passage has been formed the speed is reduced and the screw is tightened to the head connecting surface and then the final tightening of the fastener to the pre-determined parameters of torque and angle takes place. The entire procedure usually takes less than two seconds. Additional fastening elements such as nut and bolts are not required as the assembly has been optimally adjusted to the passage and thread of the screw. The screw is fixed. There is no need for preparatory drilling or punching of the component.
DEPRAG SCHULZ GmbH u. Co, the screw driving specialist, will present a live show on the topic of flow form screw driving (FFS) at the Automotive Engineering Expo: The exhibition for the
car body process chain – from concept to final assembly, which will take place from 9th – 10th June 2015 in Nuremberg, Germany. Development, product and processing engineers from vehicle bodywork construction departments, as well as many other branches in which sheet metal is assembled such as white goods, will be able to gain first-hand information about the next generation of FFS.
What is new?
DEPRAG engineers have successfully developed a freely programmable gearbox for a torque range of up to 15Nm and speed range of up to 8,000rpm from two gears – with 15Nm at 6,000rpm and 12Nm at 8,000rpm.
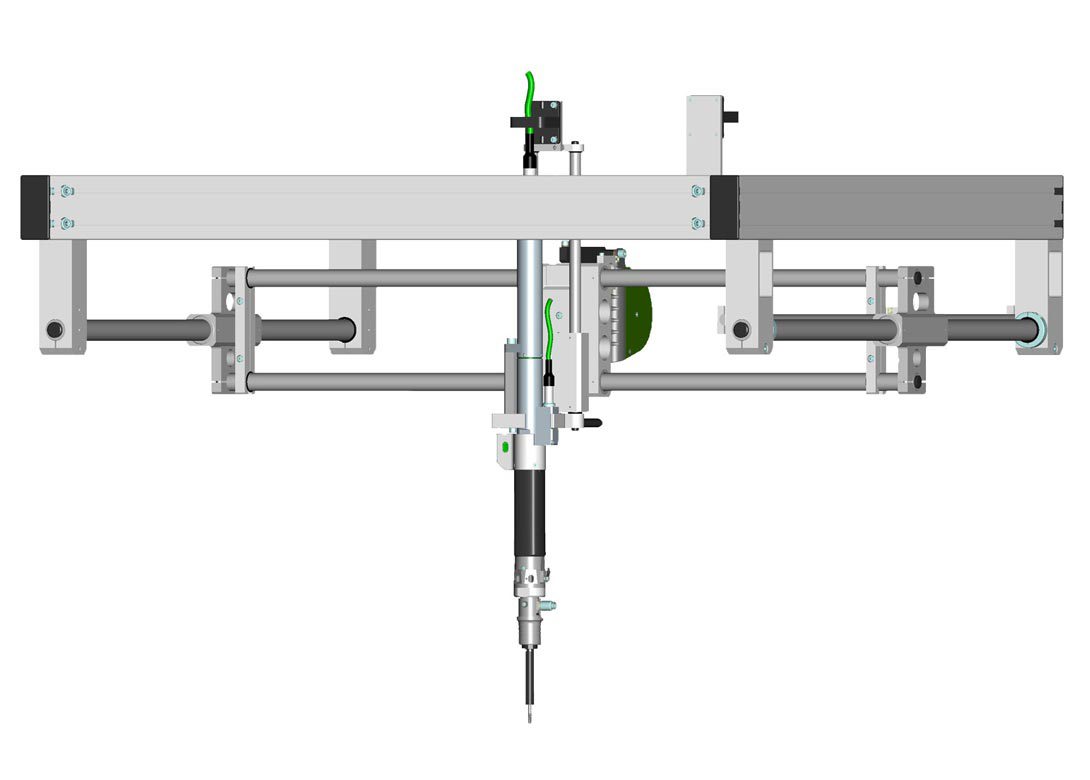
As well as reduced investment costs this also means a reduction in processing costs, as replacement expenses do not apply. DEPRAG explains that the currently established FFS units usually shoot the flow drill screws tip first through the mouthpiece. Damage to the screw tip geometry is inevitable and can have devastating consequences. The required frictional heat that is necessary to penetrate the material cannot be generated. However, DEPRAG says that this is not the case with its innovative FFS driving unit. Here the screw is shot in headfirst and an integrated revolver separator positions the screw so that its position is secured even for overhead assemblies. The next screw is already reloaded as the first screw is being seated – providing a decisive benefit in optimising the cycle time.
In developing this new generation further, years of operating experience have been incorporated. Jürgen Hierold, sales manager at DEPRAG, comments: “Due to the complex geometry of bodywork the highest requirements for mobility of robots and the FFS unit are set. Combined rotation and pivoting movements of the robots are required in order to reach the screw assembly positions. Often the feed hose used can bend or twist so the screws get stuck during loading. Massive disruptions to the assembly process, high risk to the processing reliability of the complete system and extensive fault clearance are the inevitable consequences. We were recently approached by one of the largest internationally active companies in the automotive industry with the demand for a system that presented screws without a feed hose. We therefore developed a magazine system for our customer, which is based on three basic elements – the screw magazine, the magazine exchange station and the screw feeder.”
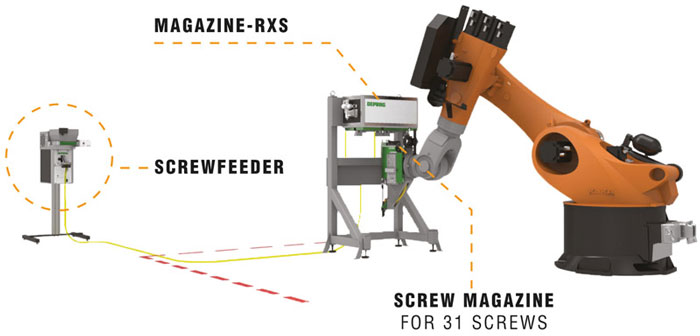
Jürgen Hierold explains that whilst one magazine is in operation, docked on the FFS unit systematically presenting 31 fasteners, the second magazine is being filled at the exchange station by the screw feeder. The screw feeder is outside the activity range of the robot, refilling screws without interference in the danger zone. If the first magazine is empty then a robot on the exchange station removes it to be refilled and replaces it with an already filled magazine so that assembly may continue. Thereby the best possible processing times are achieved with guaranteed processing reliability.
“We now have this exchange magazine available as a standard solution. Even existing FFS systems can be simply and easily upgraded to include it,” adds Jürgen Hierold.
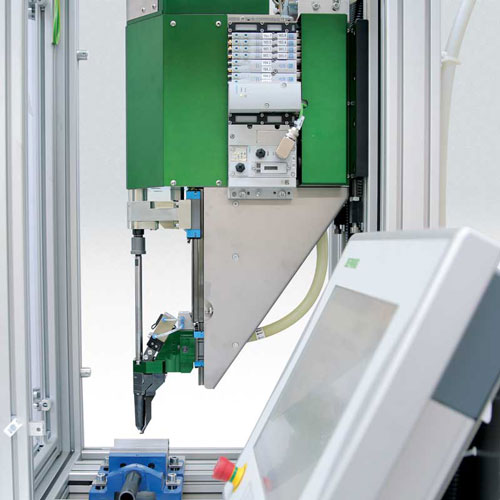
Another aim of the developers for the new generation of FFS systems was the parameterisation of the screw driving procedure for the operator so that it is as intuitive and simple as possible to use, with system adjustment automatic. The operator must only enter the screw geometry (shaft diameter and length), information relevant to the part (quantity, material and strength of the sheet, with/without drill hole) and the tightening parameters onto the clear HMI panel. Of course each screw assembly is individually analysed and displayed. Additionally the software provides comprehensive documentation and archiving options not only for individual screw assemblies but also for different sets of parameters. Another plus point is the mouthpiece exchange device for the application. The adjustment to a different screw type or fault clearance is taken care of at the touch of a button. The lock is loosened and the mouthpiece can simply be exchanged. Usually the holding function of the nosepieces is based on spring-loaded pressure. The disadvantage here is that the screws open the jaws against spring pressure and mechanical load through friction can occur. This is not the case on the new DEPRAG flow form unit, here the cylinder controlled nosepieces control the release of the screws as soon as the screw begins to form the passage, therefore friction between the screw head and nosepiece is greatly reduced.
“There are a number of advantages as a result of the improvements to the FFS unit such as increased user friendliness, reduction of maintenance, varied user options and simplified system integration. Above all the processing reliability of the flow form procedure has been decisively increased,” concludes Jürgen Hierold.
Under the slogan ‘Sheet Metal – Direct – Screw Assembly’ visitors can experience each of these improvements on the demo unit at Automotive Engineering Expo. DEPRAG will be exhibiting the complete flow form process on its stand using various material pairings.
DEPRAG SCHULZ GmbH u. Co employs 600 staff in over 50 countries and is based in Amberg, Germany. It has made its name as a full service provider in the field of screw driving automation. The company’s core competencies include high-quality EC servo screwdrivers and EC screwdrivers, sophisticated measurement technology and first class screw feeders, which makes it a much sought-after partner in the field of automated assembly.





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.
Don't have an account? Sign Up
Signing up to FastFixTechnology.com enables you to manage your account details.

