

Here, Paul Booth, product manager general industry Atlas Copco Tools and Industrial Assembly Solutions, explains the importance of friction in threaded fasteners – as he outlines, understanding this is the key to achieving desired clamp force.
In a torque controlled tightening method, friction behaviour between the fastener and the joint surface as well as between the threads is crucial to understand in order to secure a certain clamp force. There are standards on how to calculate friction coefficients based on constant tightening speed (see DIN 946 and ISO 16047: 2005)
However, Atlas Copco develops new tightening solutions to improve ergonomic assembly and they are often based on pulse tightening, that can occur at different speeds. When pulsing, friction varies during the tightening.
Threaded fastener technology is much more complicated than you can imagine at a first glance. In order to adapt the ergonomic tightening to generate low spread in clamping force, a good knowledge of how friction varies during tightening is required. As well as how it differs to friction at low speed audit.
To secure a threaded fastener joint
The use of threaded fasteners is beneficial since it is possible to disassemble the product for service. There are many aspects to take into account when fastening a joint. A threaded joint consists of two or more parts that are clamped by applying torque or angle to a threaded fastener. The torque will cause the fastener to rotate and the rotated angle correlates to the clamping force.
More than 80% - 90% of the tightening torque goes to overcoming the friction underhead and thread. Only 10% - 20% of the torque goes into actually stretching the threaded fastener, and consequently compressing the joint. The percentage distribution of the torque between the contact surfaces depends on a number of combined factors such as:
The tightening of a joint is equivalent to pushing a block up a slope, and loosening is equivalent to letting it slide down again. However, the coefficient of friction is also necessary in order to keep the joint together but you really don't want the variation in friction. The static friction prevents the screw to loosen when load is applied.
Variation in friction
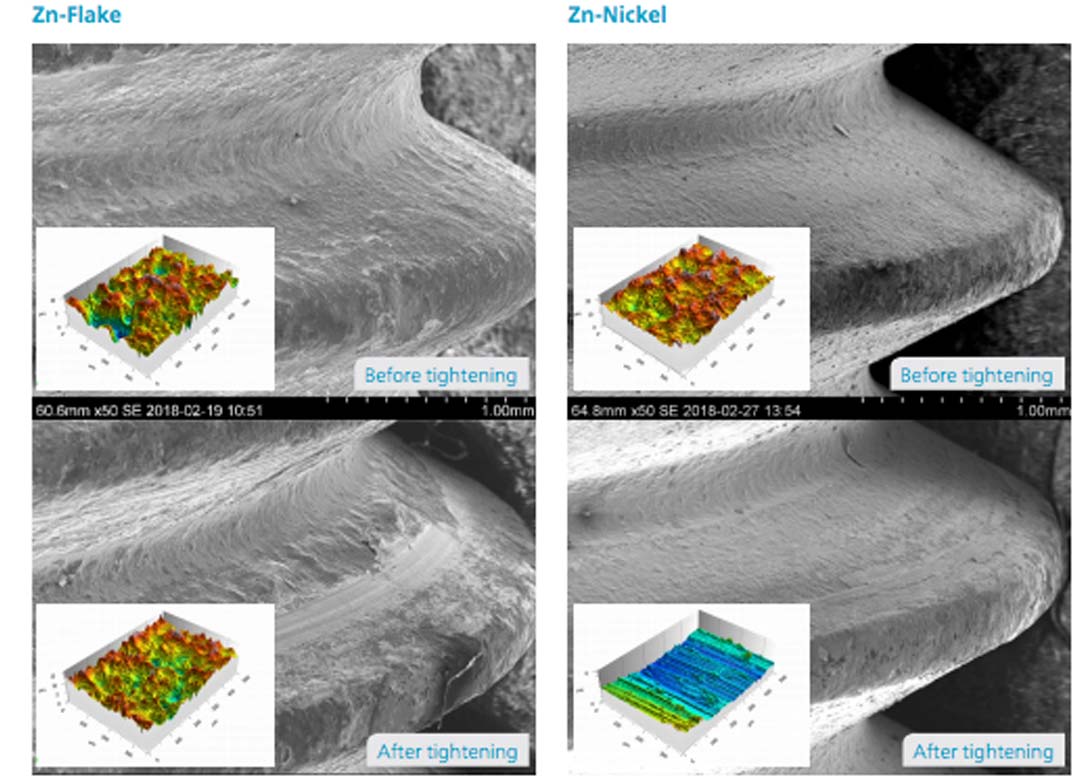
Fasteners are often produced by cold forging, often followed by a surface coating such as Zinc flake, Zinc nickel, Zinc phosphate, Zinc iron etc. Surface coating is chosen to achieve lower variation in coefficient of friction. But also to prevent or limit corrosion in certain applications.
Keeping friction stable is crucial mainly when it comes to monitoring and controlling the tightening on torque. Coefficient of friction underhead and on the thread, depends on how the coating behaves within the given combination. If the coefficient of friction varies in a torque controlled tightening, the result in tightened joint angle will vary accordingly – which consequently will result in a different clamping force.
Tool, tightening strategy and process control
Speed during the rundown phase can affect friction during tightening. If speed is constant in a tightening, the coefficient of friction can go up or down with load, depending on interaction of surface coating with joint surface topography.
If the speed varies during tightening, as it does for example when pulsing or using Turbotight®, then friction variation can be higher and on a completely different level than with constant speed.
Standard dynamic tightening
Direct driven tools, such as STR, SR, ST, have well known tightening strategies such as two stage and quick step. These strategies are recommended if the production process is well controlled, i.e. aligned clamping parts and stable friction in underhead and threads.
Highly dynamic tightening
Pulse unit tools, such as TBP and Pulsor, are used for ergonomic reasons, because of low reaction forces and the need of one-hand held tooling. There are also other reasons to choose pulse unit tools, for example if the joint is prone to relaxation or has high static friction. Pulse unit tools render highly dynamic speed, and consequently a highly dynamic torque reading. For such tightening strategies, Atlas Copco has patented ways of monitoring and reporting torque.
Highly dynamic friction is also the case for some strategies on the direct driven tools, like TensorPulse® and TurboTight®. These tightening strategies are developed to address high productivity, good ergonomics and reliable monitoring.
An assembly process with highly dynamic tightening, is often audited by ST-wrenches. The ST-wrench measures torque while friction goes from static to dynamic. When the thread of the threaded fasteners starts to rotate, the torque measured is called residual torque.
Extensions and sockets
The assembly process does not only depend on screws and tools. Sockets, adaptors and extensions are also part of the process, and they influence tightening by adding play and a lower stiffness.
With standard dynamic tightening the weakness in the system will affect the resonance frequency. This means that a stick-slip phenomena will be more or less likely for a certain speed ramp. If the resonance frequency is not excited, a standard dynamic tightening gives a stable speed, play is thus eliminated and low stiffness has no further influence.
In contrast to a standard dynamic tightening, for a highly dynamic tightening an extension and its low stiffness will take up energy and lower achieved clamping force in the joint.

Conclusion
In order to secure a desired clamp force, it is highly imperative to understand friction in threaded fasteners. There are many aspects to take into account when fastening a joint. However one should not completely rely on supplier data alone when it comes to the coefficient of friction values.
Always look at the joint application. Make sure to perform preliminary joint analysis and experiments to determine the correct tightening parameters which will increase the accuracy in the tightening process.
Factors that should be kept in mind while determining the assembly parameters:
Make sure to consult with an expert before doing any changes to any of these factors, as it can affect the reliability of the threaded fastener joint.





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.
Don't have an account? Sign Up
Signing up to FastFixTechnology.com enables you to manage your account details.

