By Dr Bill Eccles, technical specialist, Bolt Science Ltd
For the next instalment on our articles looking at the non-rotational loosening of threaded fasteners, this article focuses on a mechanism called stress relaxation. Stress relaxation results in a loss of bolt preload, without any rotation of the fastener occurring.
At an elevated temperature, if a metal part is subjected to a tensile stress, creep or cold flow can occur resulting in the part increasing in length. The amount of deformation the part will experience depends upon the magnitude of stress, the properties of the metal and how long the part is exposed to the elevated temperature.
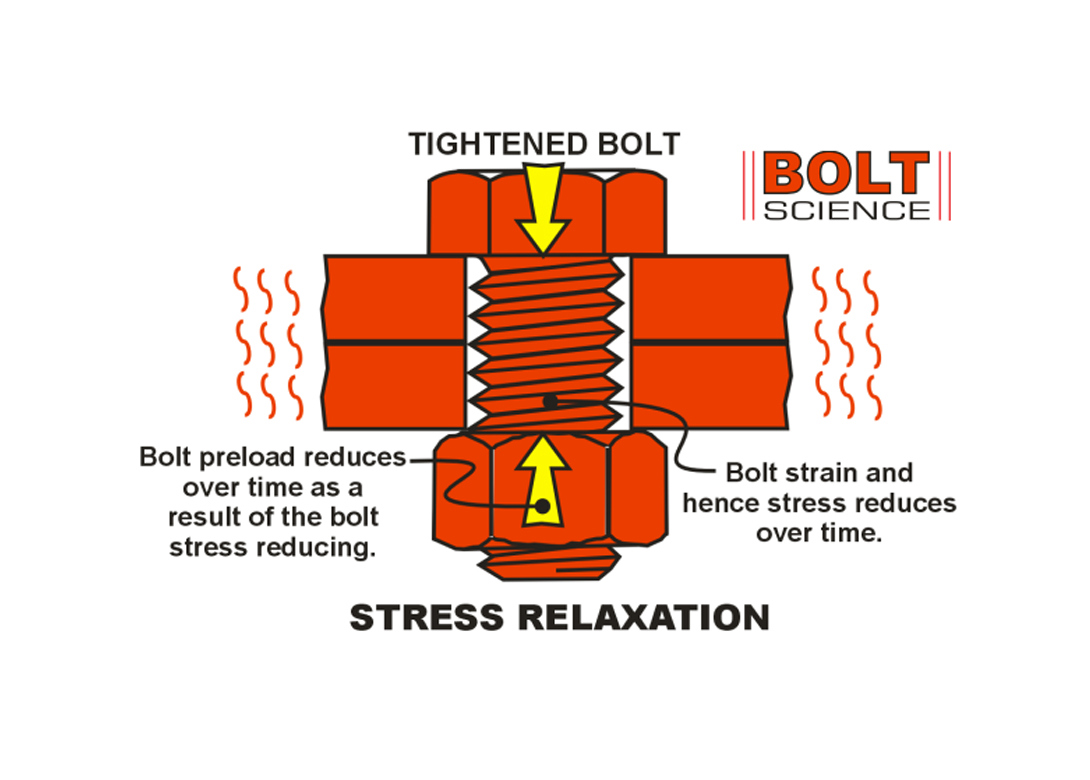
With preloaded threaded fasteners, the fastener is already stretched, and the effect of the creep process at an elevated temperature is to reduce the amount of stretch that, consequently, reduces the preload. This creep process in preloaded fasteners is referred to as stress relaxation. It is the reduction in the axial stress that reduces the fastener preload. In many applications in which a bolted joint is required to sustain loading at an elevated temperature, the amount of load loss from stress relaxation is usually a key consideration.
When the wrong bolt material is used in an application operating at an elevated temperature, often initially no issues, such as gas or liquid leakage, is noted. The amount of stress relaxation depends not only on the operating temperature but also on time at temperature. Over time, the stress reduces and so subsequently, the preload, until a critical level is reached. Joint failure can then subsequently occur.
Although steel melts at a very high temperature (approximately 1,500°C), the usable range of steel fasteners is significantly more restricted. This is due to concern over not only stress relaxation but also the reduction in strength and stiffness that occurs as the temperature increases and oxidation and corrosion considerations. The ISO 898-1 standard (that defines bolt property classes such as 8.8 and 10.9) states that fasteners included in the standard are used in applications up to 150°C.
Between 150°C and an upper limit of 300°C, users are advised to consult an experienced fastener metallurgist. Bolting property classes such as 8.8, 10.9 and 12.9 are engineered to achieve the strength and other property requirements using minimum cost steels. To do so, alloy content is minimised. To achieve improved stress relaxation resistance, a higher alloy content is required with the subsequent impact on fastener cost. As a rule, the higher operating temperature that you require the bolt to operate at, the higher the cost of the bolt material.
The 300°C upper limit for standard steel bolts can be seen in a classic paper published in the 1970’s shown below. After 300°C the preload in such bolts can be expected to decrease to a very low level. In applications requiring greater resistance to stress relaxation, bolts are frequently specified to the ASTM A193 standard. Covered in this standard are alloy and stainless-steel bolting materials for high temperature applications. Grade B7 from this standard is a chromium-molybdenum steel is usually the default bolting material used in the chemical and petroleum industries. The upper useful limit for this material is 400°C. Grade B16 is a chromium-molybdenum-vanadium steel whose upper limit is 500°C.
If the application operates at temperatures exceeding 500°C, more exotic materials are needed. ASTM A286 is a common alloy used up to 700°C and Inconel 718 (a nickel-based alloy) up to 760°C. A recently introduced ISO standard is a useful guide to bolting materials that are suitable for use at elevated temperatures. The standard is ISO 3506 Part 5 Mechanical properties of corrosion resistant stainless steel - Special Fasteners - including fasteners from nickel alloys for high temperature applications.
www.boltscience.com





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.